Numéro de machine :
3261
Voies de circulation :
X = 2000 mm
Y = 1300 mm
Z = 1300 mm
Contrôle :
SIEMENS 840D
Année de construction :
2011




X-way
2000 mm
Chemin en Y
1300 mm
Z-Weg
1300 mm
Contrôle
SIEMENS 840D
État
sous tension
Surface de serrage
Ø 1800 mm
Vitesses de rotation du plateau circulaire
0-250 tr/min
Porte-outils
SK 50
Emplacements de changeur d’outils
90 pièces
Puissance d’entraînement - Broche de fraisage
26 kW
Vitesse de rotation du moteur d’entraînement
22-6000 1/min
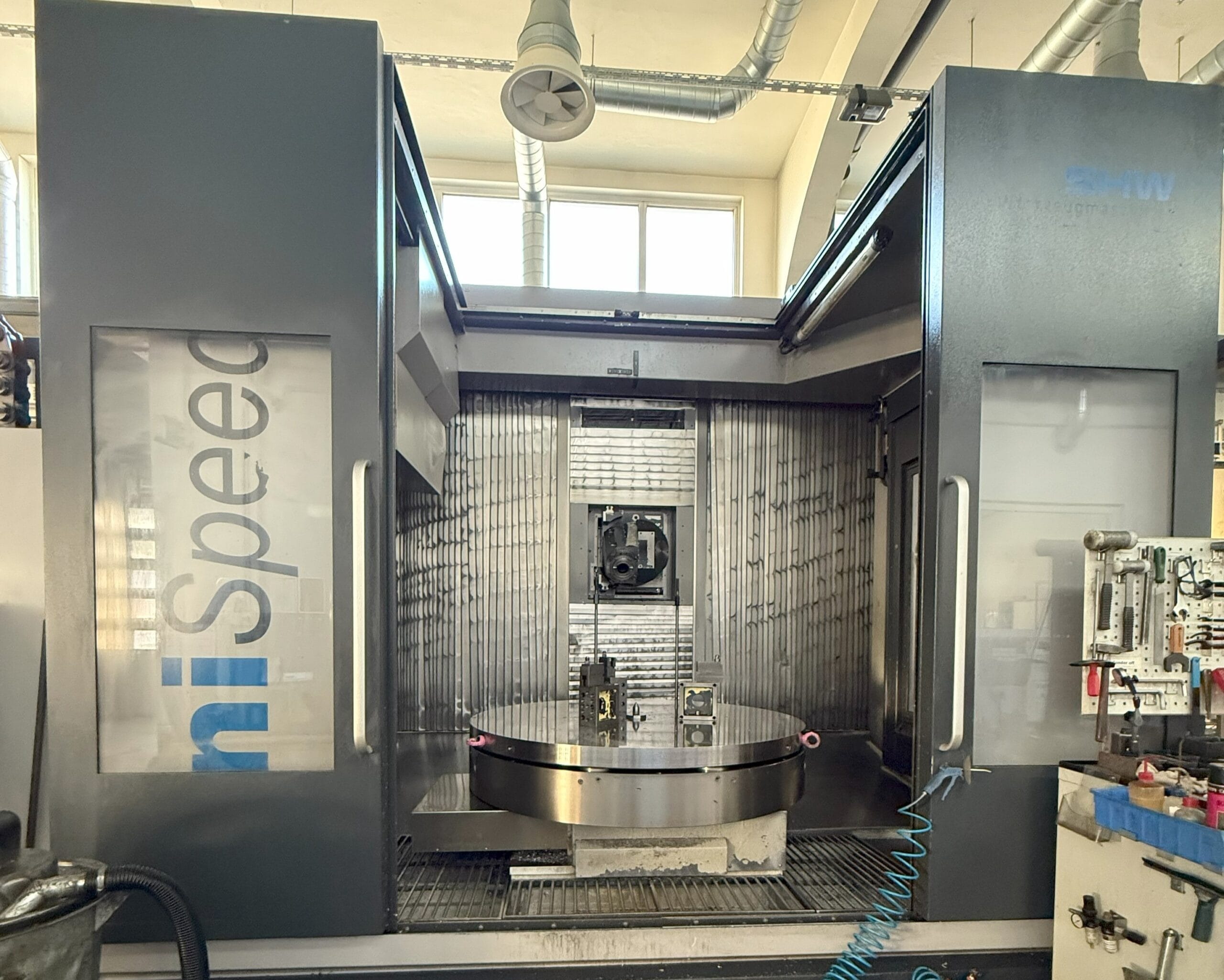
CENTRE DE FRAISAGE/TOURNAGE UNIVERSEL D’OCCASION SHW-UniSpeed 5T
Année de construction 2011
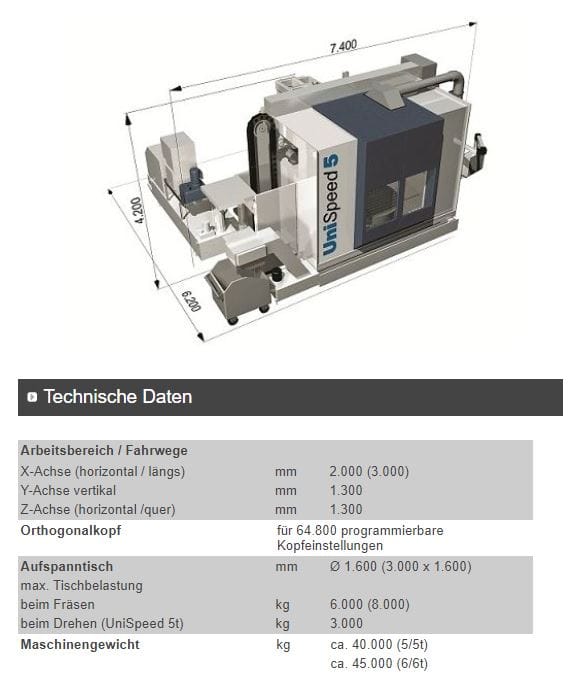
DÉPLACEMENT DE LA MACHINE DE BASE
Support de machine horizontal-longitudinal X = 2.000 mm
Chariot poupée vertical Y = 1.300 mm
Poupée horizontale-transversale Z = 1.300 mm
BÂTI DE MACHINE AXE X
Une construction auto-rigide comme base pour un déplacement dynamique et amorti des vibrations du bâti de la machine sur l’axe X. Aucune fondation complexe n’est nécessaire. Le montant de la machine est monté en portique sur le bâti de la machine. Trois guides compacts à roulement trempés garantissent une précision maximale lors du déplacement.
SUPPORT DE MACHINE AXE Y
Bâti en acier soudé avec guides compacts à roulement. Deux guides compacts à roulement trempés garantissent la transmission de performances d’usinage élevées avec une qualité constante. Le bâti est protégé des copeaux et de l’eau de refroidissement par des couvercles.
CHARIOT DE POUPÉE ET AXE Z DE POUPÉE
Construction en fonte GGG 60 avec équilibrage hydraulique du poids, guidée sur le bâti de la machine par deux guides compacts à roulement trempés. Poupée également en fonte GGG 60 avec deux guides compacts à roulement opposés.
SYSTÈME D’ENTRAÎNEMENT
Entraînements individuels numériques d’avance pour un travail précis sur les contours via des moteurs AC à couple constant, plage d’avance et de vitesse rapide en continu de : X + Y + Z - axe 2-30.000 mm/min, valeurs d’accélération dans tous les axes 2 m/s2
SYSTÈME DE MESURE
Mesure directe sans contact via des systèmes de mesure linéaire pour un usinage de haute précision.
TÊTE DE FRAISAGE UNIVERSELLE AUTOMATIQUE DE CONCEPTION ORTHOGONALE
- Construction en fonte GGG 60
- Support de tête de fraisage, pivotant automatiquement 360 x 1 degré
- Tête de fraisage, pivotant automatiquement 180 x 1 degré
- 64 800 positions pleines peuvent ainsi être contrôlées par la commande CNC, non seulement
Les données ne sont pas accessibles, mais programmées et traitées.
- Indexation par denture plane
- Porte-outil SK 50 DIN 69871
- La broche de fraisage est équipée d’un système hydromécanique de serrage rapide des outils.
- Force de rétraction de l’outil : 20 kN
- La puissance d’entraînement principale est fournie par un moteur à refroidissement liquide et à fréquence variable.
Moteur AC de 26 kW à 100 % ED ou 36 kW à 40 % ED
- Plage de vitesse 22- 6.000 1/min selon le diagramme E741.0417.182
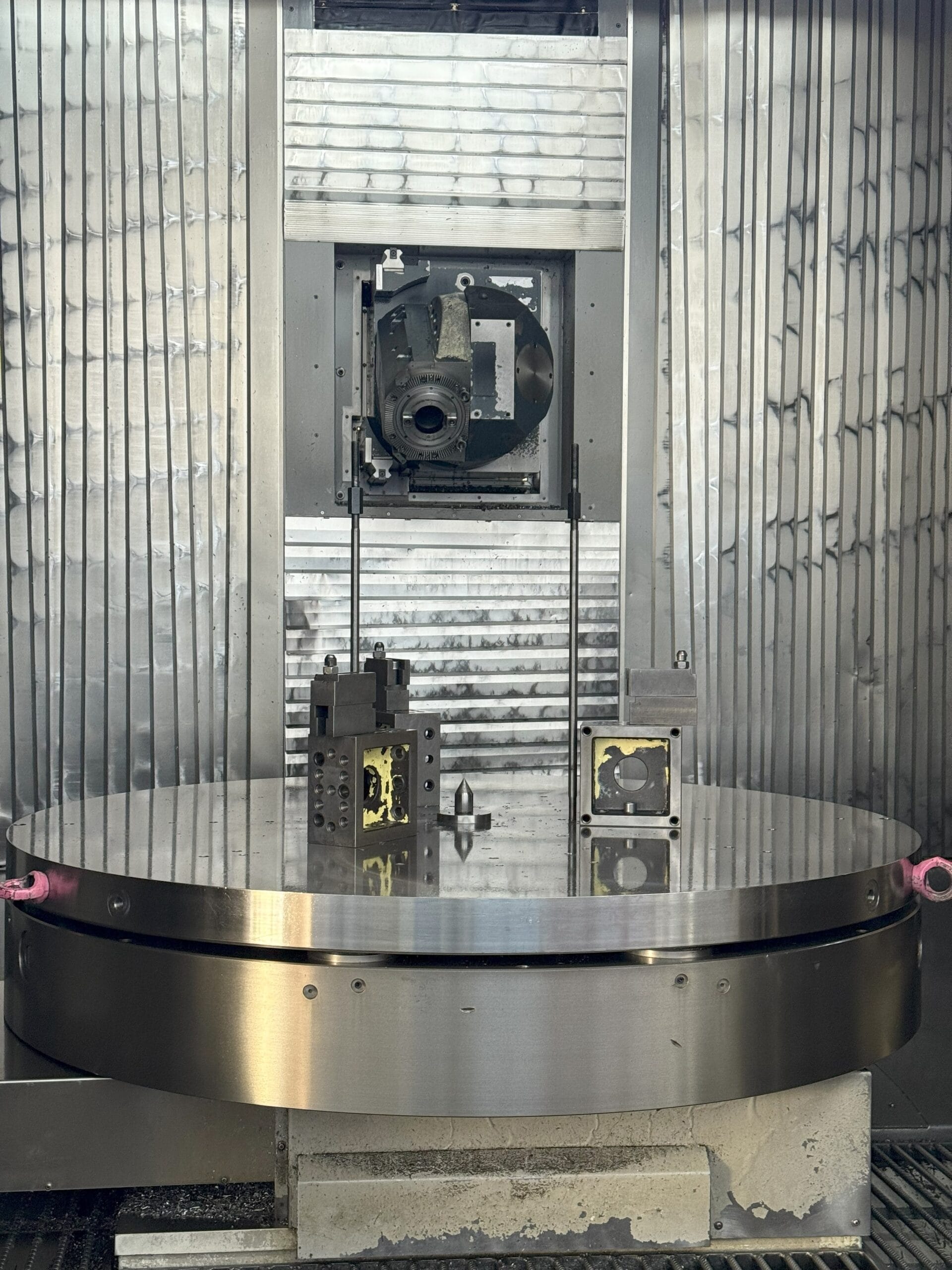
TABLE DE TOURNAGE-FRAISAGE ENCASTRÉE CNC MOTORISÉE
- Précision de planéité à ø 1000 mm 0,015
- précision mécanique des pièces supérieure à
système de mesure directe sec ± 4
- Vitesse de rotation pour les pièces rondes max. 1/min 5
- Vitesse de rotation max. 1/min 250
- Couple Nm 2.700
(selon le diagramme de performance de vitesse TK 540-192-025)
- Charge de la table pour le fraisage (centré) max. kg 6.000
- Charge de la table en rotation kg 3.000
- Diamètre max. d’oscillation de la pièce mm 1.800
MESUREUR D’ÉQUILIBRAGE INTÉGRÉ
Les vibrations sont détectées par un capteur de vibrations spécial intégré dans la partie inférieure de la table rotative. L’électronique d’équilibrage correspondante propose alors à l’opérateur le contrepoids nécessaire à un certain nombre de degrés ainsi qu’au diamètre de la table. L’opérateur peut éventuellement modifier les paramètres proposés en fonction des circonstances sur l’électronique d’équilibrage et se faire établir de nouveaux calculs.
L’utilisation se fait via le contrôleur 840 D.
Qualité d’équilibrage selon la norme DIN ISO 1940 pour les pièces de machines-outils et les outils : G 6,3. Accessibilité sur la machine selon l’effort >G 3.
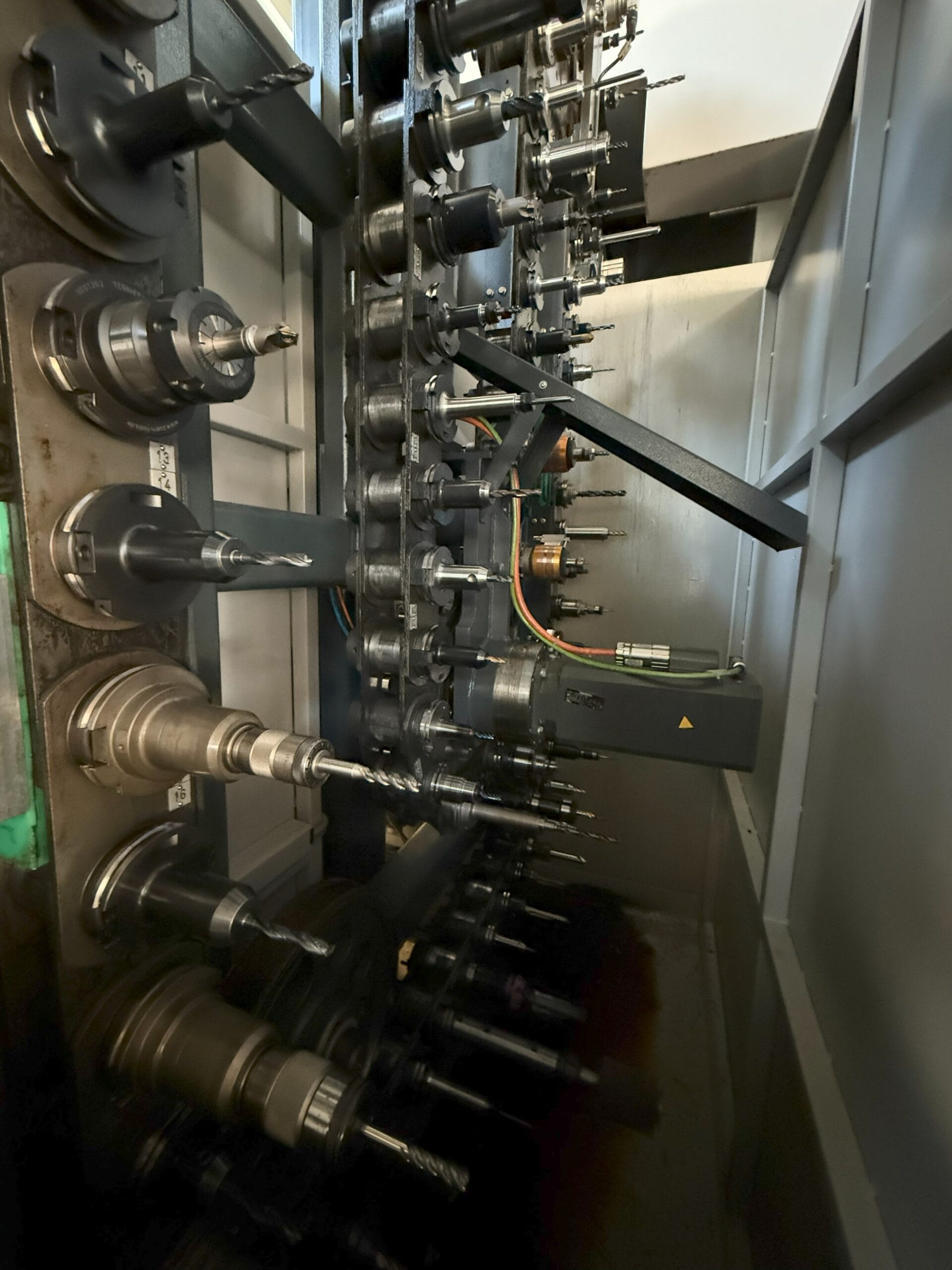
CHANGEUR AUTOMATIQUE D’OUTILS
Nombre d’outils dans le magasin à chaîne 90
Nombre max. Diamètre d’outil avec magasin plein mm 125
Max. Diamètre de l’outil avec emplacements voisins libres mm 250
Longueur max. Longueur d’outil mm 400
Max. Poids de l’outil kg 25
Max. Couple de charge de l’outil Nm 40
Porte-outil SK 50
Position de la broche lors du changement d’outil horizontal
Codage de l’emplacement fixe
La protection contre l’encrassement du cône de la broche est assurée par l’air de soufflage à chaque changement d’outil.
CONTRÔLE
Commande CNC Siemens 840D
Commande CNC pivotante, montée sur le côté de la machine.
ÉQUIPEMENT ÉLECTRIQUE
L’équipement électrique est conforme à la norme EN 60204, VBG 4 pour 400/230 V(± 10 % ) 3 phases, 50 HZ, protection par fusible 160 A à action retardée.
Tension de commande 24 V, puissance connectée totale d’environ 80 kVA,115 A.
L’armoire de commande séparée contient les appareils de commande pour la broche principale et les moteurs d’avance ainsi que la commande d’adaptation librement programmable et les appareils de commande pour les agrégats supplémentaires. Indice de protection de l’armoire électrique, des moteurs d’avance et du moteur principal IP 54.
La machine et l’armoire électrique sont reliées entre elles par des connecteurs.
DISPOSITIF DE REFROIDISSEMENT
Dispositif d’arrosage pour l’alimentation en liquide de refroidissement, commutable au choix entre l’alimentation externe en liquide de refroidissement (anneau de douche) et l’alimentation interne en liquide de refroidissement (IKZ), DIN69871-AD, y compris le système de filtre compact et le double filtre à commutation pour le nettoyage du liquide de refroidissement. Régulation réglable de la pression et du débit, réglable en continu par potentiomètre sur le panneau de commande.
Débit de la pompe : 20 l/min à 40 bar max.
Réservoir de liquide de refroidissement : 500 l
EAU DE REFROIDISSEMENT - AIR
Commutation de l’alimentation en réfrigérant interne ou externe de l’émulsion de refroidissement à l’air.
LUBRIFICATION À QUANTITÉ MINIMALE
(système à canal unique)
Lubrification par quantités minimales avec apport de lubrifiant par la broche de l’outil. Paquet comprenant : LUBRIX 850, y compris les accessoires. Le système MMS est adapté aux conditions particulières de l’usinage par des paramètres de réglage de la commande CNC. Le flux d’huile et la réserve d’huile sont surveillés avec retour d’information vers la machine.
Il est recommandé de consulter Lubrix et le fournisseur de l’outillage pour déterminer la tâche d’usinage.
RINÇAGE DU BÂTI
Situé à l’arrière du banc de la machine. Pour le rinçage automatique des copeaux dans le convoyeur de copeaux.
PISTOLET DE RINÇAGE SUR L’ESPACE DE TRAVAIL
Alimentation en eau de refroidissement par un tuyau flexible.
SYSTÈME DE CONTRÔLE ANTI-COLLISION 1-CANAL
Le contrôle de collision surveille les collisions de machines et, sous certaines conditions, d’outils
Définition de la limite de processus Collision (canal 1) :
La limite de processus pour le premier canal (collision) peut être adaptée à l’usinage sur le système de surveillance par l’opérateur de la machine via l’appareil de contrôle. Si l’usinage implique des forces plus faibles, la limite de processus peut être réduite, ce qui permet d’arrêter la machine plus tôt en cas de collision et de minimiser ainsi les dommages.
Si le signal de force dépasse la limite du processus, la machine est arrêtée et tous les axes sont freinés au couple maximal.
MODE DE FONCTIONNEMENT 3
selon description séparée.
PROMOTION DE RETARD
Convoyeur à copeaux à charnières
Pour la voie de circulation X = mm 2.000
Largeur d’alimentation : mm 350
Hauteur d’éjection : mm 1.250
AIR CONTINU
Sur tous les axes linéaires de la machine, les
de verre sont soumis à de l’air de surpression afin de réduire le risque
de la pollution à un minimum.
PALPEUR RADIO
3 dimensions, transmission du signal au moyen d’un émetteur intégré.
Pour le changement automatique à partir d’un changeur d’outils ou le changement manuel. Convient pour déterminer la position de la pièce et les points d’origine.
EXTENSION DE LA PLAGE DE PIVOTEMENT
de la tête de fraisage de -90° à +110°. Dans ce cas, la
Position de l’attachement de la tête de fraisage à respecter.
(Voir les positions de la plage de pivotement n° 5-10)
VISIPORT
Plaque tournante transparente montée sur la fenêtre de la machine, garantissant une vision claire de l’espace de travail. Installé sur la fenêtre droite de la machine (côté opérateur)
JOINT TOURNANT DANS LA TABLE RONDE
l’alimentation en ligne des éléments de serrage et l’introduction des
des éléments de serrage fournis par Swarovski dans le plateau circulaire, conformément aux croquis qui nous ont été fournis et qui figurent en annexe.
Joints tournants avec les canaux suivants :
- Débloquer canal par élément
2ème + 3ème canal pour le contrôle de la tension des 4 pots intérieurs
4e + 5e canal pour le serrage hydraulique des pièces montées (max. 300 bars)
Le groupe hydraulique n’est pas inclus dans la livraison.
BOUTONS DU PUPITRE DE COMMANDE POUR LE SYSTÈME DE SERRAGE À POINT ZÉRO
Desserrage/serrage, y compris la surveillance, ainsi que la préparation des
Joints tournants pour un raccord Röhmheld central.
VITRAGE DE SÉCURITÉ
Épaisseur de 18 mm au lieu de vitres en polycarbonate standard pour l’ensemble de l’espace de travail.
SYSTÈME DE PURIFICATION DE L’AIR
Société ILT Type Unifil 1 MRV70-4.0
Utilisation prévue :
Aspiration et filtration de l’air pollué par les brouillards d’émulsion et les fumées
Détermination : brouillard d’émulsion et fumée avec un point d’inflammation supérieur à 120 degrés
Principe de fonctionnement :
Séparateur filtrant (mécanique)
Capacité d’aspiration 4200 m3/h
Monté sur l’armoire électrique à côté de la machine.
L’aspiration se fait par un tuyau placé dans la tôle de plafond de la porte coulissante.
PUPITRE DE COMMANDE EXTERNE B-MPI
- Bouton d’arrêt d’urgence - interrupteur à clé avec position marche/arrêt
- Affichage numérique sur deux lignes - Interrupteur de surpassement à 12 positions
- 20 Boutons d’affectation - Manivelle électronique
- 16 LED dans les - câbles de connexion
Bouton d’affectation
REFROIDISSEMENT DE L’ARMOIRE ÉLECTRIQUE
Monté sur les portes de l’armoire électrique. Système à deux chambres. Dans ce cas, il n’y a pas d’échange entre l’air intérieur et l’air extérieur. L’air intérieur de l’armoire électrique est automatiquement refroidi par un évaporateur. En même temps, l’air intérieur de l’armoire électrique est déshumidifié.
LUBRIFICATION
glissières de guidage : Lubrification centralisée par impulsions
Broche principale : lubrification permanente à la graisse
Tête de fraisage : lubrification par brouillard d’huile
CONNEXION D’ÉNERGIE
Air comprimé 4-6 bar (filtre régulateur avec manomètre et séparateur de condensat sur la machine, raccord G ¼)
PEINTURE
Couleur de base de la machine RAL 7004 gris signal.
Unité de poupée et changeur d’outils avec magasin RAL 7016 gris anthracite.
Convoyeur à copeaux, dispositif d’arrosage et portes coulissantes RAL 7016 gris anthracite.
Composants standard de couleur neutre RAL 9011 noir graphite.
Peinture structurée DD, satinée, résistante à l’huile et à la soude.
SYSTÈME DE COORDONNÉES
Y 743.0055
Téléchargements :
{kind=link}